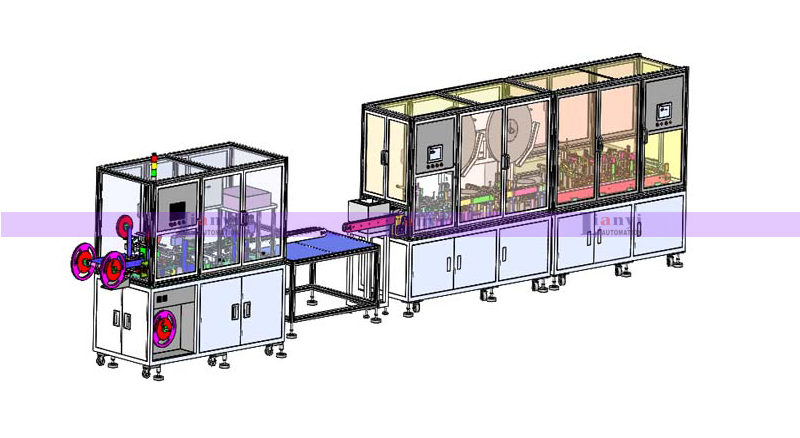
電池盒正負極彈(dàn)簧的自(zì)動化組裝有以下幾個步驟:
1、彈簧(huáng)供料(liào):首先,將彈(dàn)簧裝載到供料器中(zhōng),通常采用震動盤(pán)、振動輸送機或(huò)自動供(gòng)料機等設備,將彈簧按一定順序供給到後續工序中(zhōng)。

2、電(diàn)池盒供料:將(jiāng)電池盒裝載到電池盒供料裝置中,通常經過輸送帶或者(zhě)機械(xiè)臂等方式將電池盒從儲料倉中取出,並(bìng)送到後續工序中。
3、彈簧組裝:在電池盒組裝工位,將彈簧和電池盒的相應位置準確定位。通常采用(yòng)夾具(jù)、傳感器等設備進行定位。然後,通過機械手、氣動機構或電動機(jī)構等方式,將彈簧壓緊到電(diàn)池盒的正負極位置上,確保彈簧的穩定和電池盒的(de)良好接觸。

4、檢測(cè)和排除: 完(wán)成彈簧組裝後,通常會進行(háng)一些質量檢測,如檢測(cè)彈簧的壓力、電池(chí)盒的接觸等。如果(guǒ)檢測不(bú)合格,設備會將不合格品排除出去。常見(jiàn)的檢(jiǎn)測方法包括壓力傳感器、視覺傳感器等。
5、輸出:將合格的組裝完成的電池盒送入後續(xù)的環節,如封裝、測(cè)試、包裝等。
整個電池盒正負極彈簧自動化組裝過程可以通過計算機控製(zhì)係統進行協調和監控,以實現高效、快速、精確的(de)組裝。自動化組裝(zhuāng)能夠提高生產效率,降低勞動成本,並確(què)保組裝質量的穩定性和一致性。